山西鋼質糟老头视频下载污污污接頭得提早加熱。鋼質糟老头视频下载污污污接頭在管路可以在一定視角擺脫管路連接不一樣徑向而造成的偏位,能巨大的便捷閘閥管路的安裝與拆裝,在管路容許糟老头视频下载污污污式量中能夠隨意糟老头视频下载污污污式,一旦翻過其大糟老头视频下载污污污式量就具有限位開關的功效,保證管路的安全性運作。
鋼質糟老头视频下载污污污接頭開展焊接前加熱的焊接件,其固層溫度應在要求的加熱溫度範圍內。當焊接件溫度小於0℃是,不鏽鋼板材的焊接應在始焊處100mm範疇內加熱到15℃之上。對有晶間腐蝕的焊接,應開展焊後熱處理。非馬氏體不一樣的鋼電焊焊接時,應按電焊焊接性較弱的一側不鏽鋼板材選中焊接前加熱和焊後熱處理溫度,但焊後熱處理溫度不可超出另一側不鏽鋼板材的零界點。調配鋼焊接的焊後熱處理溫度,應小於其淬火溫度。
鋼質糟老头视频下载污污污接頭焊接前加熱的加溫範疇,應以焊接管理中心為標準,每側不可低於焊接總寬的3倍;電加熱帶之外一部分應開展隔熱保溫。鋼質糟老头视频下载污污污接頭焊接前加熱及焊後熱處理全過程中,焊接件內外壁溫度應勻稱。鋼質糟老头视频下载污污污接頭焊接前加熱及焊後熱處理時,應精確測量和紀錄其溫度,溫度測量點的位置和總數應有效,紅外測溫儀表應經計量檢測達標。對非常容易造成電焊焊接延遲時間裂痕的不鏽鋼板材,焊後應立即開展焊後熱處理,當不可以立即開展焊後熱處理時,應在焊後馬上勻稱加溫至200-300℃。斌開展隔熱保溫鍰冷,其加溫範疇應與焊後熱處理規定同樣。
鋼質糟老头视频下载污污污接頭焊接前加熱及焊後熱處理溫度應合乎設計方案或電焊焊接安全操作規程的要求,當無要求時,常見管件電焊焊接的焊接前加熱及焊後熱處理溫度應合乎現行標準~規範的相關要求。當選用電弧焊接內搭時,焊接前加熱溫度可按照規定的呈現溫度減少50℃。








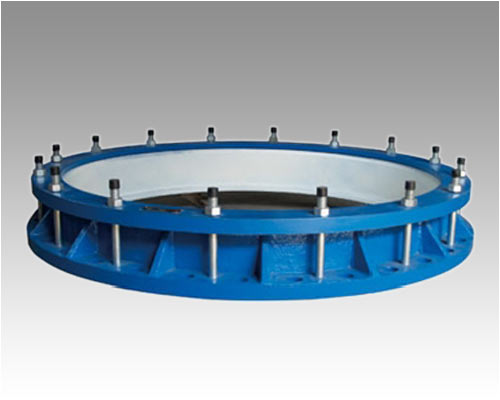
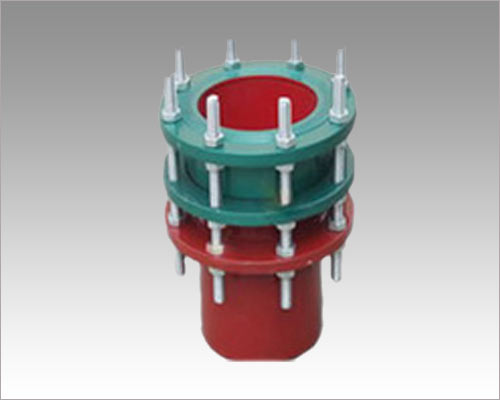
 【糟老头视频下载污污污器係列】
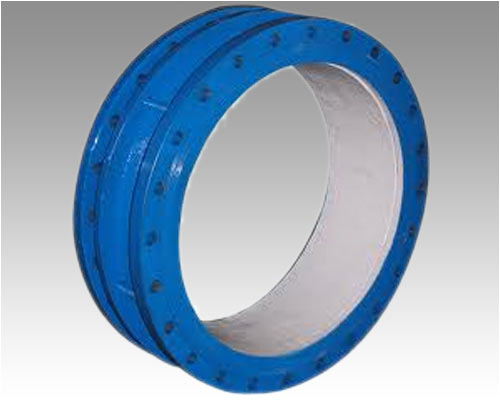
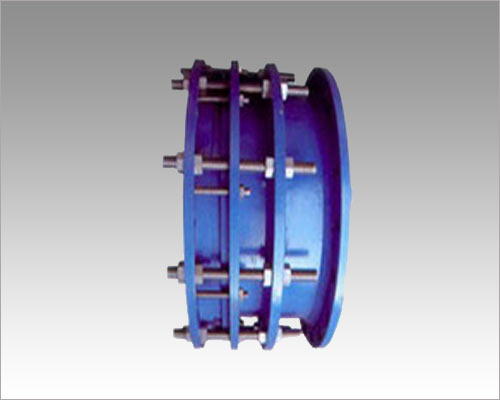
【糟老头视频下载污污污器係列】 【傳力接頭係列】
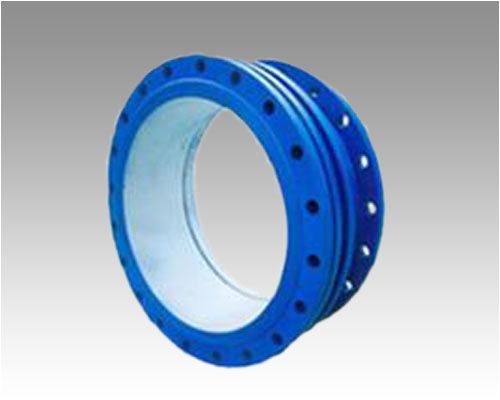
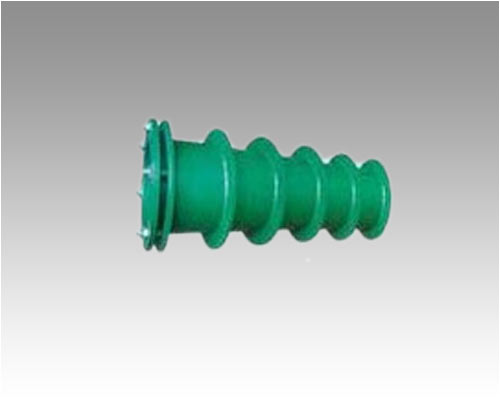
【傳力接頭係列】 【防水套管係列】
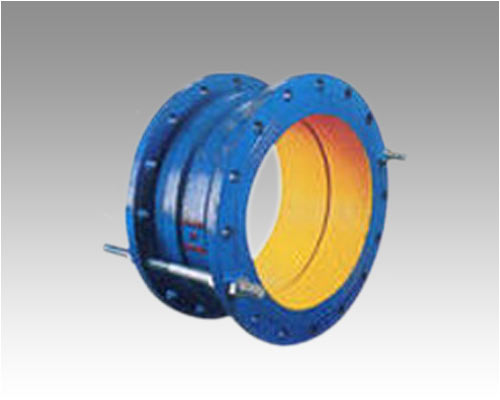
【防水套管係列】 【補償器係列】
【補償器係列】