不鏽鋼波紋糟老头视频下载污污污器結構原理、故障分析、安裝點。
一般來說,更常見的不鏽鋼波紋糟老头视频下载污污污節穿孔時,首先要保證毛管壁厚均勻,橄欖環度小,幾何尺寸精度高;其次,毛管內外表麵應清晰,無疤痕。折扣、裂紋等缺陷;不鏽鋼波紋糟老头视频下载污污污節應具有相應的穿孔速度和軋製周期,以適應不鏽鋼波紋糟老头视频下载污污污節的生產節奏,使毛管的最終軋製溫度能夠滿足軋機的要求。不鏽鋼波紋糟老头视频下载污污污節穿孔後,麵臨熱軋和冷軋。熱軋是根據後續工藝減徑母和經驗公式確定不鏽鋼波紋糟老头视频下载污污污節壁厚紋糟老头视频下载污污污節壁厚後,將毛管轉化為壁厚接近成品的不鏽鋼波紋糟老头视频下载污污污節,然後將不鏽鋼波紋糟老头视频下载污污污節高速旋轉到直徑定製器,獲得所需的坯管。
冷軋是不鏽鋼波紋糟老头视频下载污污污節穿孔後,通過專用酸性液體進行酸洗,通過多次冷軋形成坯管。當不鏽鋼波紋糟老头视频下载污污污節通過減徑環時,由於高溫不鏽鋼波紋糟老头视频下载污污污節的輻射、對流和熱接觸傳導。減徑環工作麵溫度迅速上升至700℃以上;在強製熱塑性變形條件下,不鏽鋼波紋糟老头视频下载污污污節外表麵金屬間磨損高,特別是不鏽鋼波紋糟老头视频下载污污污節外表麵高硬度Fe3O4鐵皮,切割磨損,不鏽鋼波紋糟老头视频下载污污污節減徑環錐因冷熱疲勞形成嚴重裂縫,當裂縫發展到一定程度時。
由於不鏽鋼波紋糟老头视频下载污污污節減徑環表麵積大,散熱快,除采取相應的保溫措施外,還采取周向分段、每段堆焊層厚(不含加工餘量)的工藝措施。確保不鏽鋼波紋糟老头视频下载污污污節堆焊時的層間溫度不低於300℃。堆焊後,減徑環應及時進行560℃x8h的整體回火處理,不鏽鋼波紋糟老头视频下载污污污節減徑環應整體加工到規定尺寸。不鏽鋼波紋糟老头视频下载污污污節壁厚差的存在增加了掌握不鏽鋼波紋糟老头视频下载污污污節壁厚變化規律和控製變化量的難度。當不鏽鋼波紋糟老头视频下载污污污節的原始壁厚和直徑比So/D大時,由於拔前不鏽鋼波紋糟老头视频下载污污污節的同管壁厚差較大,盡管同一不鏽鋼波紋糟老头视频下载污污污節各橫截麵的So/D。
差異很小,但空拔後的壁厚變化較小,當不鏽鋼波紋糟老头视频下载污污污節壁厚差較大時,本應減少壁的人會增加壁厚。最初,減少直徑較大的人應該增加更多的壁厚。然而,比減少直徑較小的增加壁更小,從而擾亂了不鏽鋼波紋糟老头视频下载污污污節壁厚變化的規律性。在不鏽鋼波紋糟老头视频下载污污污節的空拔過程中,外模和芯棒在強大的正壓作用下,會產生或大或小的彈性變形,使不鏽鋼波紋糟老头视频下载污污污節的直徑和壁厚。此外,不鏽鋼波紋糟老头视频下载污污污節在塑性變形過程中伴有彈性變形,彈性變形具有正反彈後效應。不鏽鋼波紋糟老头视频下载污污污節脫離變形區域後,由於反彈後效應,壁厚和外徑。考慮到不鏽鋼波紋糟老头视频下载污污污節加工製造的困難,模具尺寸規定有一定的公差。不鏽鋼波紋糟老头视频下载污污污節冷拉工藝的實施是根據模具的名義尺寸來選擇的,如果不考慮不鏽鋼波紋節的影響。








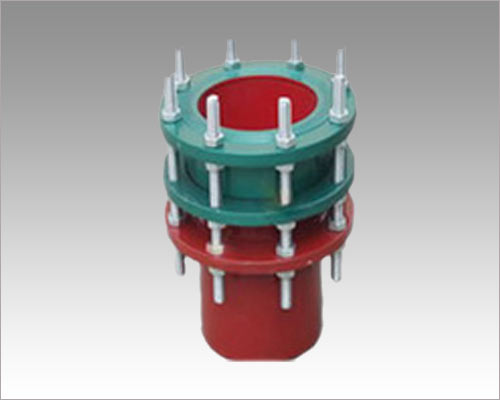
 【糟老头视频下载污污污器係列】
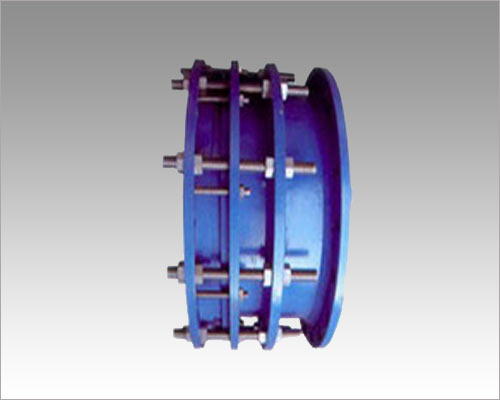
【糟老头视频下载污污污器係列】 【傳力接頭係列】
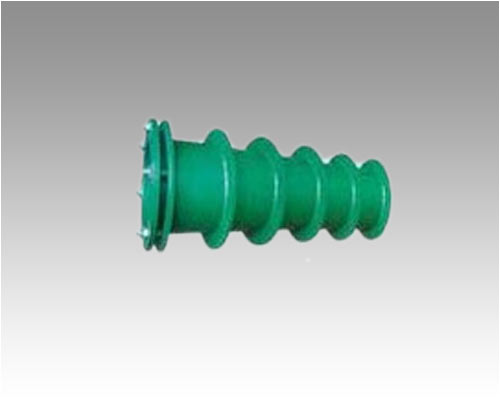
【傳力接頭係列】 【防水套管係列】
【防水套管係列】 【補償器係列】
【補償器係列】